Repeatability Options for Three Roll Mills (TRMs)
When KMC refers to repeatability, what we mean is that the product that ships this month, is exactly the same as the product that shipped last month. For the purposes of this discussion, the product coming off of the TRM will be tested with a grind gauge. If this month’s product, and last month’s product, both pass a grind gauge test, then these products are the same. Or are they? The answer is maybe. We know that the product is no worse than an X grind, but we don’t know exactly how much better than an X grind it is. Another way of looking at this subject, is the call that the ink maker may get from a printing customer. The customer calls to complain that the ink that he used last month, worked perfectly on his #2 printing press. The problem is that this month’s ink is giving him problems. The reality may be that last month’s ink may have been just a little bit better than this month’s ink, and that can be a big problem.
To begin this discussion, let us assume that the raw materials that go into the product did not change. Let us also assume that the formula for this product also did not change. And finally, let us assume that the mixing technique to achieve the pre-mix did not change. If none of these items changed, then something, or some things have changed on the TRM. So what can change on a TRM from month to month? The answer to this question is the APRON KNIFE PRESSURE, ROLL SPEED, PRODUCT TEMPERATURE, and ROLL PRESSURE.

APRON KNIFE PRESSURE
Let us begin with APRON KNIFE PRESSURE. Basically, the apron knife should be set at the lowest pressure consistent with scraping all of the product off the apron roll. It should be noted, that as the apron knife wears, the knife edge becomes uneven, and apron knife pressure will need to increase to scrape all of the product off the apron roll. Although not a major product influencer, changing the apron knife pressure will affect the final project. TRMS with manual apron set, leave it to the operator to adjust the apron knife pressure, and this negatively affects repeatability. For repeatability, the aim is to keep the apron knife constant. The standard way to do this, is to have a hydraulic, or a pneumatic apron set system. These systems will have gauge to show pressure, and a regulator to control this pressure. The photo at the right shows an electro-hydraulic apron set on a typical TRM.
ROLL SPEED
The next parameter is ROLL SPEED. There is no question that for some products, roll speed can affect the final product. As far as repeatability is concerned, ROLL SPEED is not an issue, as even on older TRMS with single or two speed motors, the operator will know what speed the product was run at (High or Low Speed). For more modern TRMS with variable roll speed, there is typically a RPM indicator, and the operator can run the product at the same speed, from month to month.
PRODUCT TEMPERATURE
And now we come to the major repeatability parameters. The first one is PRODUCT TEMPERATURE, and there is no question that processing most products at different temperatures, will affect product outcome. For the purposes of this discussion, we will not discuss optimum temperature for any particular product, as the subject is repeatability. To begin, almost all TRMS with MANUAL ROLL TEMPERATURE CONTROL, will have three (3) inlet valves, allowing cooling water to flow into the annular space inside the roll. Allowing more cooling water to flow into the roll will lower product temperature, and allowing less water to flow into the roll will raise product temperature. If the operator has a hand held temperature gun, and he is very diligent in monitoring roll temperatures, he will be able to keep product temperature at the desired temperature, as the batch is processed. Of course, this procedure requires a very diligent operator, and operator that does nothing else but run his mill. The reality is that since operators do have other things to do, TRMS with manual roll temperature control, are not good at repeating PRODUCT TEMPERATURE from month to month.
The “fix” to this is an AUTOMATIC ROLL TEMPERATURE CONTROL SYSTEM (ATC). These systems are quite simple, and since all ANSI 2017 compliant electrical packages will have a PLC, adding this feature is quite easy. With ATC, the operator inputs the desired temperature for each roll, and the system keeps the temperatures at these set points. There are three (3) different ways to monitor product temperature. The first way is to monitor product temperature directly, with the equivalent of a heat gun.
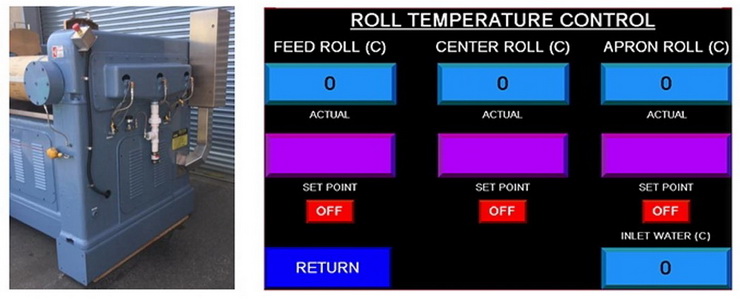
The second way is to monitor the temperature of the water inside each roll, and the third way is to monitor the temperature of the spent water as it leaves the inside of the roll. These last two ways require calibration, to get from internal water temperature, to product temperature. With all of these monitoring techniques, as temperature increases above the set point due to friction, the ATC opens a solenoid valve, allowing cooling water to enter the roll, and the ATC closes that valve when cooling water is no longer needed. The KMC system allows water to flow into a specially designed water pipe that sprays water upward toward the top of the roll, which is the most efficient way to achieve heat transfer. In simple terms, the ATC should maintais product temperature within a very small temperature range of only a few degrees F. The KMC ATC system also includes both a water pressure sensor, and a flow sensor. The photos below show the water side of a typical remanufactured TRM, as well as an HMI screen shot of the display that deals with the ATC.
SYSTEMS FOR CONTROLLING ROLL PRESSURES & ROLL NIP GAPS
SIMPLE CONFIGURED TRMS WITH MANUAL ROLL SET
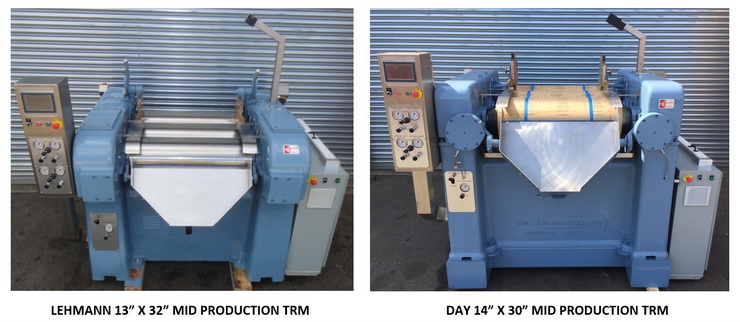
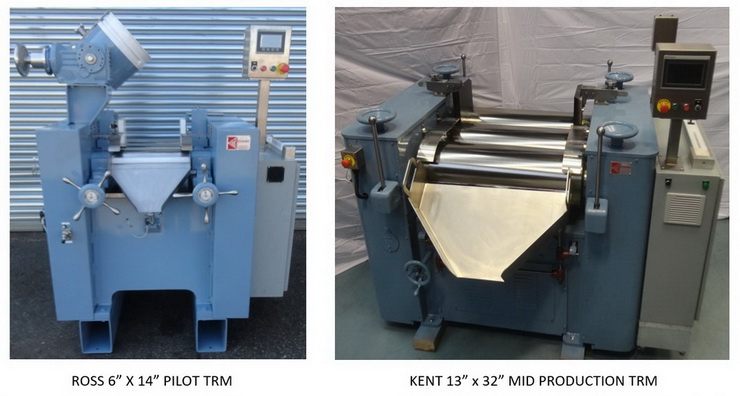
On older or what KMC refers to as SIMPLE CONFIGURED TRMS, that have manual roll set, roll pressure is controlled by “feel” and by “eye”. With a manual roll set TRM, the operator turns a hand wheel, which is connected to a hand wheel screw, and this screw is attached to the bearing block. Turning the hand wheels in the clockwise direction will first close the nip, and turning them more, will pressurize the nip. The operator will “feel” the hand wheel get harder to turn, as more pressure is applied. Typically, the operator will look at the bead of material on the feed roll, to determine how much pressure is being applied to the feed nip, but obviously, repeating roll pressure from month to month, is a major problem. On a SIMPLE CONFIGURED TRM, nip gap is controlled in the same manner, except that the operator will used feeler gauges to measure the nip gaps by hand, always checking both the left and right sided of the nip, to insure the that nip is not “cocked”. This process is very, very time consuming, and there s definitely some “art” to using feeler gauges. Photos of used (remanufactured) TRMS with manual roll set are shown below.
 TRMS WITH MANUAL-HYDRAULIC ROLL SET
TRMS WITH MANUAL-HYDRAULIC ROLL SET
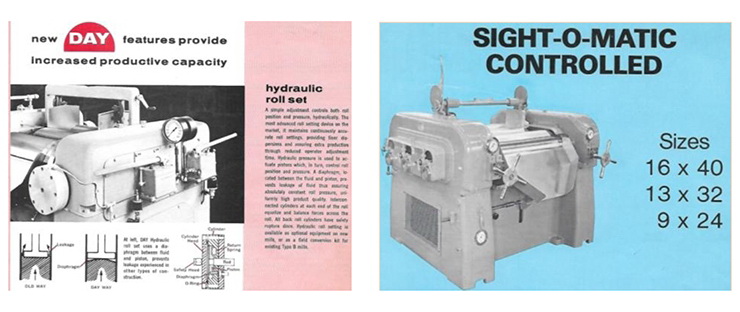
With most TRMS that have manual-hydraulic roll set, the operator turns a handwheel, just as he would do with a manual-roll set TRM. Turning the hand wheel in a clockwise direction, first closes nip gap, and then increases nip pressure (and vice versa). With such a system, the hand wheel is connected to a hand wheel screw, that “pushes” on hydraulic fluid in a small hydraulic reservoir, and this hydraulic fluid in turn “pushes” on the bearing block, and also on a gauge which registers nip pressure. Such a system is a four (4) point adjustment system, utilizing four (4) hand wheels, exactly like on a TRM that has manual roll set. Another type of manual-hydraulic roll set is found on TRMS that were manufactured by J H Day, and this utilizes two (2) hydraulic hand pumps that are used to send hydraulic fluid to hydraulic cylinders that close the feed nip, and the apron nip. Such a system is a two (2) point adjustment system, which does easily not allow adjustment of pressure from side to side in the nip. With either system, setting a nip gap must be done manually, using feeler gauges, as with a TRM that has manual roll set. Photos of used (remanufactured) TRMS with manual-hydraulic roll set are shown below, as well as catalog sheets.

 TRMS WITH MANUAL – ELECTRONIC ROLL SET
TRMS WITH MANUAL – ELECTRONIC ROLL SET
Over the last few years, the systems that can measure, in real time, nip gaps, and roll pressure, have come into their own. As with any TRM with manual roll set, the operator turns a hand wheel, which is connected to a hand wheel screw, and this screw is attached to the bearing block.
Turning the hand wheels in the clockwise direction will first close the nip, and turning them more, will pressurize the nip. Although TRMS with manual-electronic roll set will differ from different suppliers, the KMC system measures both nip gap, and once the nip has been closed, it then measures roll pressure. The KMC system has two (2) HMIs, one in the primary control station on the apron side of the TRM, and the other in the secondary control station on the feed side of the TRM. Photos of a used (remanufactured) Large Production TRM with manual-electronic roll set are shown below.

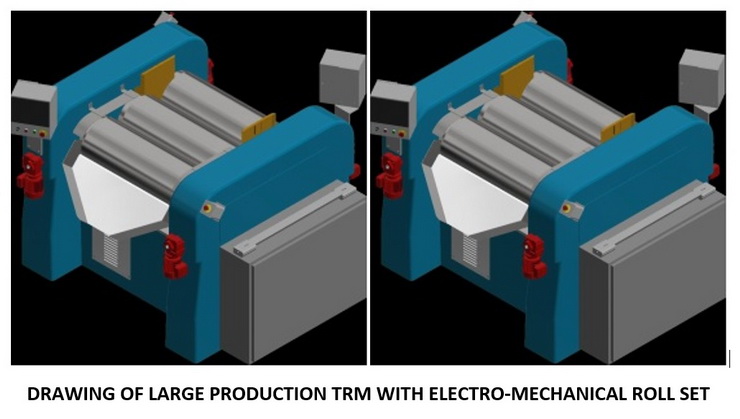
TRMS WITH ELECTRO-MECHANICAL ROLL SET
As the electronic systems that measure, in real time, both nip gap, and then roll pressure, have become more reliable, TRMS with electro-mechanical roll set have become more and more popular. These TRMS were originally designed to go into “clean rooms”, that would not accept leaks of hydraulic fluid from TRMS with electro-hydraulic roll set. TRMS with electro-mechanical roll set also have some other distinct advantages over TRMS that have electro-hydraulic roll set. One advantage is that they can set and display nip gap accurately, while TRMS with electro-hydraulic roll set require a separate mechanical gapping system, that is a costly added cost option, and that is not as accurate at measuring nip gap. Another advantage is that electro-hydraulic roll set systems are not good at controlling very low roll pressures, while low roll pressures are handled very well by electro-mechanical roll set systems. As time goes on, KMC believes that TRMS with electro-mechanical roll set systems, will become ever more popular. Also, the cost to convert a Production Size TRM, from manual roll set to electro-mechanical roll set, is somewhat less than the cost to convert that same TRM to electro-hydraulic roll set with mechanical gapping. Photos of new Anthony Mark II Three Roll Mills and drawings of a used (remanufactured) Large Production TRM with electro-mechanical mechanical roll set are shown below.

 TRMS WITH ELECTRO-HYDRAULIC ROLL SET
TRMS WITH ELECTRO-HYDRAULIC ROLL SET
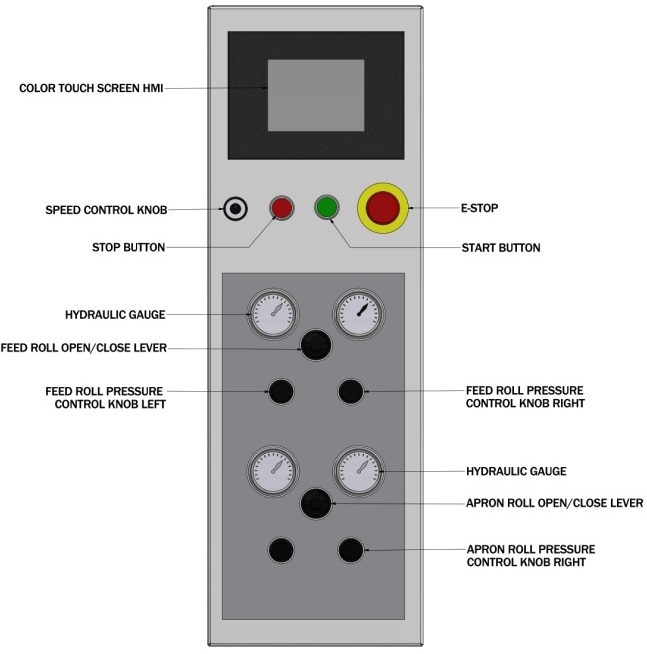
Most of the TRMS that were manufactured since the late 1960s, have electro-hydraulic roll set. Although the specifics will vary from manufacturer to manufacturer, all of these TRMS have a reservoir for hydraulic fluid, and an electrically driven hydraulic pump. The systems will all have four (4) hydraulic cylinders for roll movement, and one (1) or two (2) hydraulic cylinders to pressurize the apron knife. Buhler and similar TRMS have two (2) point adjustment ELECTRO-HYDRAULIC ROLL SET systems, which do not allow for differential roll pressure from side to side in the nip, to compensate for burn marks, etc. The KMC electro-hydraulic system is a four (4) point type, that does allow for this type of compensation. Please note that the KMC system can easily be converted to a two (2) point roll pressure adjustment system, for customers more used to this type of system. As mentioned previously in this column, TRMS with electro-hydraulic roll set, are not good at controlling at low roll pressure, and in order to set nip gap, a mechanical gapping system is required. KMC has two ways of controlling its electro-hydraulic roll set system. The first is with an analog hydraulic control system, and our primary control station for this analog system is shown on the right. As can be seen, the two (2) nips are open and closed by use of joy sticks, and roll pressure is controlled with thumb knobs and associated pressure gauges. Our analog system also has a separate control station for apron knife pressure, with one joy stick, and with a thumb knob and its linked pressure gauge. An additional cost option does away with all of the analog components, and with this option, the mill operator uses the color touch screen HMI to control all system functions. Photos of used (remanufactured) Production Size TRMS with electro-hydraulic roll set are shown below.